
聯(lián)系我們
電話:0317-8855498
手機:13833981284
QQ:3515789638
地址:河北省滄州市南皮縣南皮鎮(zhèn)金剛路與西環(huán)大街交叉路口西行100米路北
郵箱:3515789638@qq.com
液晶模組鐵框的加工技術(shù)要求是什么
點擊率:
發(fā)表時間:2017-09-23
液晶模組鐵框的加工技術(shù)要求是什么
圓角:根據(jù)材料的特點,板的厚度不同,彎曲的圓角R一般為1/3至1倍
板的厚度。角度:考慮到脫模機材料反彈,一般角度大于90°,??角度
公差為1.5°。止動槽:根據(jù)鈑金件的加工特性,為避免擠出變形,此時側(cè)面
小于母方,應設計停止槽。如板厚度為0.2mm,裂紋寬度為裂紋
0.5?1.0mm。
結(jié)構(gòu)設計盡可能使用彎曲成型,較少使用拉伸成型,避免擠壓成型。
鉤設計是鐵框框和配件之間的固定結(jié)構(gòu),鉤設計也會影響
鐵盒組裝后效果好,然后組裝后的鐵框卡位靠近,不松動或關(guān)閉
下降。
這里有幾個常見的卡勾設計:
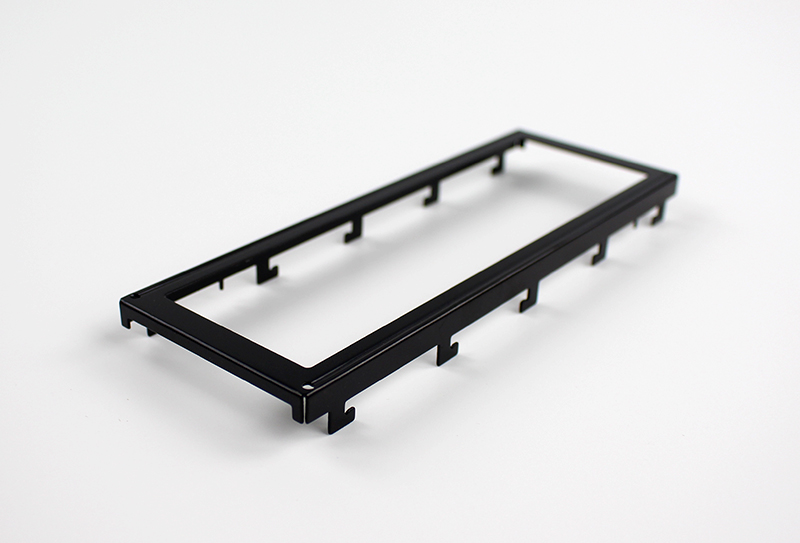
直卡鉤
特點:模具加工簡單,鐵框組裝返工方便;鐵框框松動現(xiàn)象將松動。下來
刺卡鉤
特點:鐵框和框框更緊密,易脫落;模具加工略復雜,BZ更難
返修,易變形。
虛線卡鉤
特點:模具加工容易,組裝方便,占地面積小,適合超薄設計;但鐵框框和
鏡框松動現(xiàn)象,需要多張點卡掛鉤。液晶模組鐵框

